


数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反 2023厂家直销##北京数控钢筋笼地滚机##价格合理
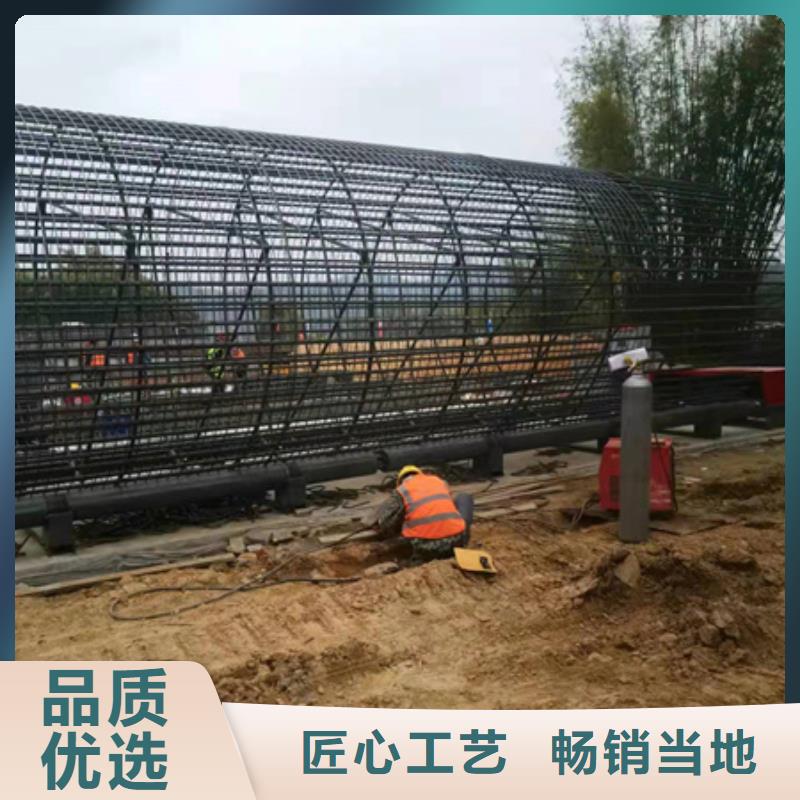
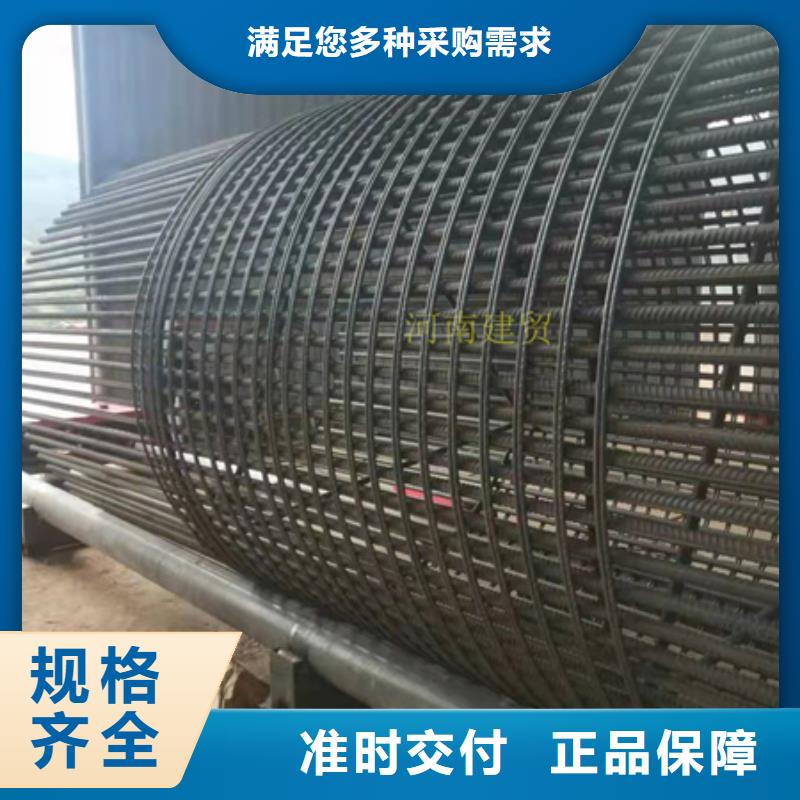
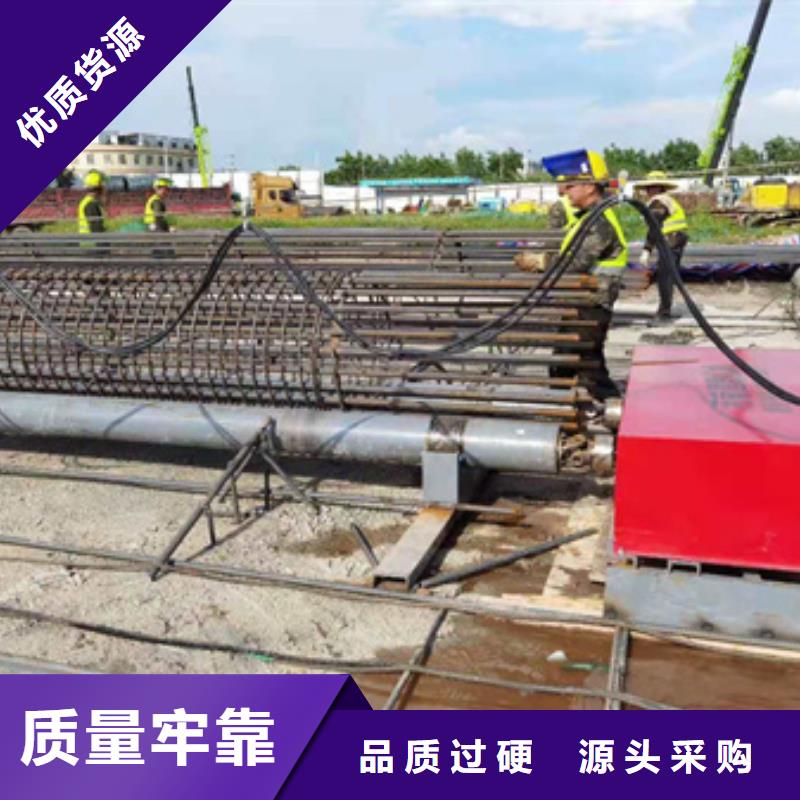
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
 jmc
jmc
数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。

数控钢筋笼滚焊机的工作原理: 绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理。加强筋设在主筋内侧,并用三角内撑将它加固,在加强筋外侧点焊主筋,主筋与加强筋必须垂直,再绑扎箍筋,钢筋笼的加工,必须严格按照施工设计图和规范要求,配制好主筋的焊接长度为10D(双面焊),但施焊时,由于起落点都不饱满,达不到施工要求,所以焊缝长度易加1CM,接头位置要错开,距离应不少于规范要求。三、钢筋笼滚焊机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而建贸机械生产的数控钢筋笼滚焊机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。四、钢筋笼滚焊机的加工特性: 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,机械化加工的钢筋笼都能达到监理要求,基本实行了免检。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁摆动碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。

钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。随着科技的发展和对建筑工程的要求不断,现在很多的施工现场特别是路桥和高铁等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。钢筋笼滚焊机和钢筋笼绕筋机是近几年出现的专业制作钢筋笼的自动化设备。目前很多的项目甲方和监理要求必须要上设备才能让施工方施工。当然也有很多地区这种设备还没有普及,就简单向大家介绍一下这两种设备的主要功能和区别。
全自动钢筋笼绕筋机操作流程 1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接中滑块飞出,造成事故。 2、当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后重新起车焊接。在或设 备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或,严禁在设备带 电状态下进行。 承德小型钢筋笼滚焊机不怕对比3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋,不得跨越环筋),以免发生危险。4、滚焊机在焊接中,操作工必须时常注意设备的运行状况,不得远离设备而干其他工作。 资讯:承德小型钢筋笼滚焊机不怕对比-直销要坚持问题导向,加强对隐患的梳理分析,研究整改方案和应急处置预案,盯控问题整改,确保彻底销号;落实生产终端责任,建立长效机制,解决问题;强化制度执行,把查规矩、查制度、查执行、查落实作为专项治理的重中之重;加强风险防控,利用专业化、信息化、机械化、工厂化等手段,规避风险与隐患。5、设备必须接地良好,在工作当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。钢筋笼绕筋机,钢筋笼滚笼机,钢筋笼盘丝机,钢筋笼绕笼机,数控钢筋笼绕丝机,全自动钢筋笼地滚机,钢筋笼盘圆机,钢筋带锯床,钢筋锯床。 承德小型钢筋笼滚焊机不怕对比6、必须做好设备的和,这点需注意的事情是平械一定要定期的和。资讯:承德小型钢筋笼滚焊机不怕对比-直销确保生产,确保工程,实现企业平稳发展。会上,王立新通报了生产专项治理工作的总体要求、治理范围、治理内容。他指出,各单位要高度专项治理工作,立即行动,细化方案,落实责任,排查,突出重点,保证专项治理取得实实在在的效果。